
Description
¿Tus soldaduras “pasan” a primera vista, pero al exigirles en servicio aparecen grietas, retrabajos y reclamaciones que frenan la producción?
La norma ASTM E190 establece un método de doblez guiado para evaluar la integridad y la ductilidad de soldaduras en productos ferrosos y no ferrosos. Bajo un esfuerzo de flexión progresivo y controlado, pueden hacerse visibles en la superficie del espécimen discontinuidades que no se detectan mediante radiografía, lo que convierte a este ensayo en un complemento eficaz de las técnicas volumétricas de inspección.
El documento acota también las condiciones generales de aplicación: adopta como referencia las unidades inch‑pound y ofrece las equivalencias en SI únicamente con fines informativos. No pretende resolver todos los aspectos de seguridad, salud y ambiente; su uso exige que el responsable del ensayo establezca prácticas y verificaciones adecuadas antes de ejecutarlo.
Como marco normativo, E190 se desarrolló conforme a los principios internacionales de estandarización definidos por el Comité de Obstáculos Técnicos al Comercio (TBT) de la OMC, reforzando su aceptación y comparabilidad en ámbitos regulados y en cadenas de suministro que exigen métodos reconocidos.
Definiciones clave (Terminology / glosario unificado)
Para que todo el equipo hable el mismo idioma, esta norma adopta un vocabulario específico procedente de la estandarización de ensayos mecánicos y de soldadura. A continuación se presenta un glosario unificado en prosa —sin listas— pensado para lectura fluida y aplicación inmediata en planta y laboratorio.
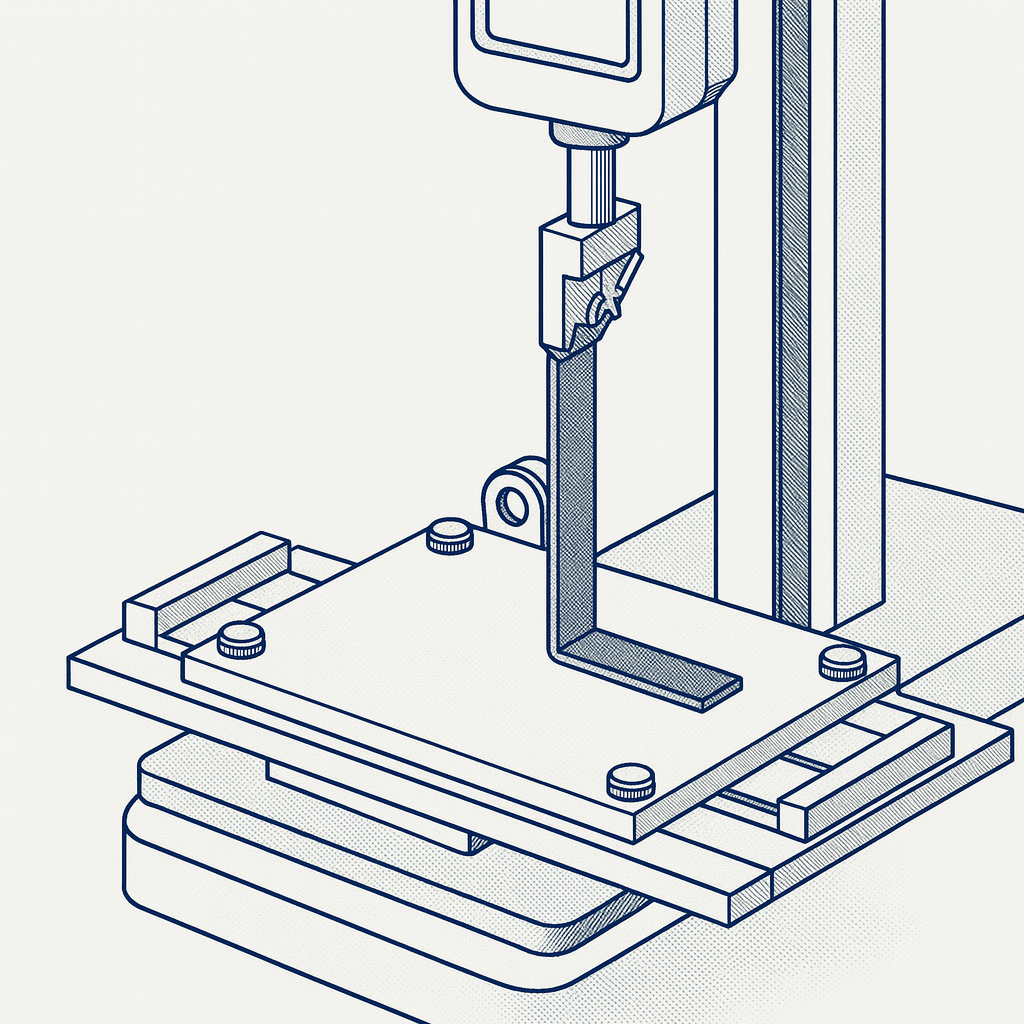
En el doblez guiado, la probeta se forma dentro de un útil que controla la geometría del curvado. Ese útil combina un émbolo que empuja y una matriz en “U” que recibe la pieza; esta guía reduce la variabilidad del gesto de doblar y permite comparar resultados entre piezas y turnos. La superficie convexa que queda al exterior de la curva concentra el alargamiento y, por ello, es la cara que se inspecciona al final: si la unión es dúctil, tolera la deformación sin abrir grietas visibles; si no lo es, aparecen aberturas que orientan la decisión de aceptación.
En una junta soldada conviene distinguir cara de soldadura (weld face) y raíz (weld root). La primera es la superficie depositada por el proceso; la segunda es la zona opuesta, por donde cierra la fusión. E190 contempla orientaciones del ensayo que colocan, de forma intencionada, cada una de esas superficies en condición convexa para “poner a prueba” los puntos débiles habituales de la junta.
Según la orientación del corte y del doblado, se ejecutan tres tipos de doblez. El doblez de cara lleva la cara de la soldadura a la zona convexa; el doblez de raíz hace lo propio con la raíz; y el doblez de lado sitúa el espesor de la probeta —su costado— al exterior de la curva. Cada uno responde a preguntas distintas: la cara suele revelar problemas de aporte y terminación; la raíz, falta de penetración o fusión; el lado, defectos distribuidos a lo largo del espesor. Además, el ensayo puede ser transversal (el corte cruza la soldadura) o longitudinal (el corte es paralelo), lo que amplía el ángulo de observación sobre la continuidad metalúrgica de la junta.
El criterio de lectura del método es visual y binario. Para declarar que la forma de “U” está lograda antes de evaluar la superficie convexa, se utiliza un alambre patrón que no debe poder insertarse en la curvatura resultante; cumplida esa condición, la decisión depende del uso: cuando el ensayo actúa como criterio de aceptación, el tamaño admisible de grieta lo define el código o especificación aplicable; cuando se usa con fines informativos, el informe describe tamaño y ubicación de todas las grietas visibles a simple vista. Este carácter no numérico del resultado explica que la norma no emita una declaración formal de precisión y sesgo: el valor del ensayo reside en la coherencia del procedimiento y en el criterio de aceptación que lo acompaña.
Finalmente, sobre el alcance de materiales y especímenes: el método es válido para productos ferrosos y no ferrosos, en forma de placa o tubo. Las probetas son rectangulares y se extraen de acuerdo con la orientación requerida por el tipo de doblez; la preparación de bordes y superficies busca evitar falsos indicios, de modo que lo que se observe responda a la soldadura y no a artefactos del maquinado.
Beneficios del ensayo (Significance and Use)
El ensayo de doblez guiado de la norma ASTM E190 aporta una forma directa y confiable de juzgar la calidad de una soldadura a través de su ductilidad: somete el cordón a una deformación controlada y estandarizada y, a partir de la inspección de la superficie convexa tras el doblez, permite decidir si la unión resiste sin abrir grietas visibles. Este enfoque ofrece una lectura clara —aprobación o rechazo— cuando así lo exige un código o especificación, y también sirve con fines informativos al documentar la ubicación y el tamaño de cualquier abertura observada.
La geometría guiada del útil (émbolo y matriz en “U”) es un beneficio clave, porque reduce la variabilidad del gesto de doblar y mejora la comparabilidad entre piezas, lotes y turnos. Al imponer una trayectoria de curvado consistente, el método ayuda a revelar comportamientos superficiales que solo emergen bajo una flexión severa, brindando evidencia útil para calificación de uniones y control de procesos.
Otro valor práctico es su amplio alcance de aplicación: se emplea con materiales ferrosos y no ferrosos, tanto en productos de placa como de tubo, y admite orientaciones de probeta que enfocan la cara, la raíz o el lado de la soldadura. Así, cada organización puede alinear el uso del ensayo con el tipo de discontinuidades que más le interesa detectar y con los criterios de aceptación que establezcan sus normas técnicas internas o sectoriales.
Finalmente, los resultados del método son no numéricos por diseño. Eso mantiene la comunicación simple —pasa/falla o descripción objetiva— y facilita la trazabilidad frente a requisitos regulatorios o de cliente. Como toda lectura cualitativa, su interpretación debe realizarse dentro del marco del código aplicable y del procedimiento de ensayo adoptado por el laboratorio, asegurando consistencia entre campañas y entre sitios.
Industrias beneficiadas
El ensayo de doblez guiado de ASTM E190 encaja allí donde la soldadura es crítica para la seguridad, la disponibilidad y los costos de operación. En energía y procesos —refinación, petroquímica, química y generación eléctrica— ayuda a verificar uniones en placa y tubería sometidas a presión, ciclos térmicos y mantenimientos programados. Es un filtro sencillo y robusto para decidir, sin ambigüedad, si una junta resiste una deformación severa sin abrir grietas visibles; justo el tipo de evidencia que exigen los programas de integridad mecánica.
En infraestructura metálica —edificación, puentes, plantas industriales y estructuras modulares— aporta una lectura rápida y comparable entre lotes y contratistas. Cuando el proyecto pide criterios de aceptación definidos por un código, la inspección visual tras el doblez se integra naturalmente en el flujo de liberación: un resultado cualitativo claro permite actuar de inmediato y documentar la trazabilidad de cada tramo o conexión.
Los sectores de movilidad y transporte —ferroviario, equipos fuera de carretera, vehículos pesados y naval/offshore— encuentran valor en la versatilidad del método: se adapta a configuraciones que ponen a prueba cara, raíz o lado de la soldadura y a cortes transversales o longitudinales, de modo que el ensayo se alinea con el tipo de discontinuidad que cada equipo de QA quiere priorizar. En maquinaria, minería y manufactura metalmecánica, funciona tanto para calificar uniones nuevas como para controlar reparaciones, apoyando decisiones rápidas en planta sin depender de instrumentación compleja.
De forma transversal, talleres de fabricación soldada, laboratorios de ensayo y organismos de inspección lo utilizan en programas de calificación interna, auditorías a proveedores y formación del personal. La lectura es binaria —pasa/falla— o, cuando se requiere información, se documenta ubicación y tamaño de las grietas visibles. Esa sencillez operativa, combinada con una geometría de doblez estandarizada, facilita comparar resultados entre sitios y turnos y reduce la ambigüedad al reportar.
Materiales a los que aplica / especímenes
ASTM E190 se aplica a soldaduras en materiales ferrosos y no ferrosos, tanto en productos de placa como de tubo. El método no restringe a una aleación concreta; describe familias de probetas y orientaciones de corte que permiten “poner en tensión” la zona de interés de la junta —cara, raíz o lado— durante el doblez guiado. Las probetas son rectangulares y se extraen de acuerdo con la forma del producto y con la pregunta técnica que se quiere responder: si conviene probar la cara depositada, la raíz de la soldadura o el espesor completo del ensamble.
Para placa, el estándar contempla probetas que posicionan la cara o la raíz en la superficie convexa al doblar, así como probetas de lado que llevan el espesor a la zona de mayor exigencia. Estas configuraciones pueden ser transversales —el corte cruza la soldadura— o longitudinales —el corte corre paralelo a ella—, lo que amplía el diagnóstico: la primera explora la sección a través del cordón; la segunda recorre el comportamiento del depósito a lo largo de su trazo. En tubería, se aplican criterios equivalentes, ajustando la orientación del corte y el preparado de la muestra para que la superficie evaluada quede en condición convexa durante el doblez.
Las familias de probeta difieren ligeramente entre materiales ferrosos y no ferrosos por razones prácticas de maquinado y respuesta al doblado; a efectos de QA, el laboratorio selecciona la variante que corresponde a la combinación material–producto y la alinea con el código o la especificación aplicable. Esa misma referencia externa determina el muestreo —de dónde cortar, cuántas piezas tomar— y los criterios de aceptación cuando el ensayo sirve para liberar producción.
En todos los casos, la preparación busca que el comportamiento observado refleje la soldadura y no artefactos de fabricación de la probeta. Se cuidan bordes y superficies para evitar indicios falsos —por ejemplo, marcas de corte o zonas afectadas por calor— y se retiran elementos externos, como respaldos o refuerzos, cuando el criterio de evaluación así lo requiere. El resultado es una lectura comparable entre lotes, turnos y sitios, basada en geometrías de doblez estandarizadas y en una definición clara de qué zona de la junta se está poniendo a prueba.
Ventajas y limitaciones técnicas
El método de doblez guiado de ASTM E190 brilla por su capacidad de entregar una lectura clara y comparable del comportamiento de la soldadura bajo deformación controlada. La geometría del útil —émbolo y matriz en “U”— reduce la variabilidad propia del acto de doblar y ayuda a que diferentes equipos lleguen a conclusiones consistentes. Tras el doblez, la inspección de la superficie convexa ofrece un dictamen directo: aceptación si la unión resiste sin abrir grietas visibles, o rechazo cuando aparecen aberturas fuera de lo permitido por el código que gobierna la obra. Cuando no se busca una decisión de aceptación, el mismo ensayo sirve con fines informativos al documentar con objetividad la ubicación y el tamaño de las grietas visibles.
Un valor diferencial del método es su sensibilidad a defectos superficiales que solo se manifiestan cuando la unión se somete a una flexión severa. Esa ventana adicional de evidencia complementa las técnicas volumétricas: hay discontinuidades que pueden no aparecer en radiografía y que, sin embargo, afloran en la cara convexa durante el doblez. La versatilidad también es una ventaja práctica: se aplica a materiales ferrosos y no ferrosos, en productos de placa y tubería, y admite orientaciones de probeta que ponen a prueba la cara, la raíz o el lado de la soldadura, tanto en cortes transversales como longitudinales.
El método, por diseño, entrega un resultado no numérico. Eso favorece la comunicación con producción y mantenimiento —pasa/falla o descripción objetiva—, pero al mismo tiempo limita su uso para análisis estadísticos o comparaciones metrológicas finas entre laboratorios. La selección de la orientación y la preparación de la muestra también son determinantes: elegir la configuración adecuada es clave para examinar la zona correcta de la unión; y cuidar bordes, superficies y retirado de elementos externos evita indicios falsos que no corresponden a la soldadura. Por último, aunque el útil guía la deformación, el movimiento debe ser estable y sin desplazamientos laterales; la alineación de la probeta y del émbolo sigue siendo parte del buen oficio del laboratorio.
Errores comunes
Muchos rechazos inesperados se explican por detalles que parecen menores. El primero es elegir mal la probeta. Si la pregunta técnica es sobre la cara del cordón y se prepara un doblez de lado, el ensayo no pondrá bajo máxima tensión la zona que importa. Lo mismo ocurre al confundir cortes transversales con longitudinales: se termina “mirando” otra sección de la unión y el resultado deja de responder a la hipótesis original.
Otra fuente típica de problemas está en la preparación. Los bordes con marcas de corte, rebabas o zonas afectadas por calor pueden convertirse en iniciadores de grietas que no representan a la soldadura. En espesores altos, no seccionar de forma apropiada produce flexiones desiguales y lecturas sesgadas. También pesa el retirado de refuerzos o respaldos cuando el criterio de evaluación así lo exige: mantenerlos altera la zona que se somete a tracción en la superficie convexa. En materiales no ferrosos, ignorar dimensiones condicionadas por el código conduce a probetas impropias para la familia de aleación.
En el montaje y el útil hay errores silenciosos: apoyos demasiado estrechos que marcan la pieza, rodillos sin el acabado o la lubricación debida, y desalineaciones entre émbolo y matriz que fuerzan el doblez fuera de plano. Todo ello introduce esfuerzos parásitos, adelanta grietas y contamina la interpretación. Incluso con un útil correcto, el movimiento del émbolo debe ser uniforme y sin desplazamientos laterales; golpes o latigueos generan fracturas que no corresponden al comportamiento real de la unión.
El cierre del doblez antes de inspeccionar es otro punto crítico. Si no se confirma la forma final requerida por el método con el alambre patrón, la pieza puede quedar sub‑doblada y simular un buen desempeño; si se sobre‑dobla, lo contrario: aparecen fisuras de origen puramente geométrico. Ese control previo a la lectura evita falsos positivos o negativos.
Por último, la interpretación y el reporte necesitan contexto. Cuando el ensayo sirve como criterio de aceptación, el tamaño admisible de grieta lo establece el código aplicable; dictaminar “pasa” o “falla” sin referenciarlo deja el resultado en el aire. Y si el uso es informativo, omitir en el informe la ubicación y el tamaño de las aberturas visibles resta valor al hallazgo. También conviene documentar tipo de probeta, orientación y material, para que otro equipo pueda reproducir fielmente la evaluación.
Resultados reportados
El resultado del ensayo se comunica de forma clara y operable. Cuando el propósito es aceptación, el dictamen se expresa en términos de pasa o falla conforme al código o especificación que rija el proyecto: la inspección de la superficie convexa tras el doblez confirma si la junta resiste sin abrir grietas visibles más allá de lo permitido. Cuando el uso es informativo, el reporte describe con objetividad la ubicación y el tamaño de las aberturas observadas a simple vista, de modo que el equipo de calidad pueda decidir acciones de seguimiento, reparación o re‑ensayo.
Para asegurar trazabilidad, el informe identifica material y forma del producto (placa o tubería), tipo de probeta y orientación (cara, raíz o lado; transversal o longitudinal) y deja constancia de que la forma final de doblez se alcanzó antes de la evaluación visual. A partir de ahí, se registran los hallazgos en la superficie convexa, incluyendo si las grietas aparecen en la cara, en la raíz o a lo largo del espesor, y se añade contexto sobre condiciones que podrían influir en la interpretación (por ejemplo, remoción de refuerzo o respaldo cuando aplica).
Dado que el método entrega un resultado no numérico, la comunicación se centra en el criterio técnico del código aplicable y en la consistencia del procedimiento. Esta naturaleza cualitativa simplifica la lectura para producción y mantenimiento —especialmente cuando se necesita una decisión rápida y documentada— y a la vez exige disciplina en el reporte: identificación completa de la muestra, criterio de aceptación utilizado y evidencia suficiente (p. ej., registro fotográfico) para reproducir la observación. Bajo un sistema de calidad alineado con ISO/IEC 17025, estos elementos se integran a la documentación del lote y a la trazabilidad de decisiones.
FAQ + mini-CTA técnico
¿Qué resultado entrega este ensayo?
Ofrece una lectura clara: pasa/falla cuando el proyecto exige un criterio de aceptación definido por un código; o bien un informe informativo que describe con objetividad la ubicación y el tamaño de las grietas visibles. La interpretación se apoya siempre en la inspección de la superficie convexa tras completar el doblez.
¿Sirve para todos los materiales y productos?
El método aplica a materiales ferrosos y no ferrosos, en placa y tubería. La elección de la probeta y su orientación responde a lo que se desea evaluar: cara, raíz o lado de la junta, en corte transversal o longitudinal.
¿Cómo se decide la aceptación cuando hay grietas?
Cuando el ensayo se usa para aceptación, el tamaño admisible lo fija el código o la especificación aplicable. Si no rige aceptación, el reporte es descriptivo y documenta tamaño y ubicación de cualquier abertura visible a simple vista.
¿Qué diferencia hay entre doblez de cara, raíz y lado?
Cada tipo “pone en tensión” una zona distinta. El doblez de cara somete la superficie depositada; el de raíz prueba la zona opuesta de la junta; el de lado explora el espesor. Elegir el tipo correcto evita conclusiones erróneas por falta de representatividad.
¿El resultado es numérico o cualitativo?
Es cualitativo por diseño. No hay una cifra única que resuma el desempeño; el valor del método está en la coherencia del procedimiento y en el criterio de aceptación que lo acompaña. Para comparaciones estadísticas finas entre laboratorios conviene apoyarse en programas y códigos que regulen muestreo y lectura.
¿Reemplaza a la radiografía?
No. La complementa. El doblez guiado está orientado a evidenciar comportamiento superficial bajo flexión severa; la radiografía explora el volumen. Usarlas de forma combinada reduce puntos ciegos.
¿Cuántas probetas necesito y cómo se seleccionan?
El muestreo lo establece el código/especificación del proyecto o el plan de calidad interno. La norma define familias de probetas y orientaciones; el número y origen de las piezas los dicta el requisito que te aplica.
¿Qué debo cuidar en la preparación y en el útil?
Bordes y superficies sin artefactos de corte, retiro de elementos externos cuando proceda, y alineación controlada en el útil de doblez. El movimiento debe ser estable, sin desplazamientos laterales, y se confirma la forma final antes de evaluar la superficie convexa.
¿Puedo usar E190 en calificaciones internas de soldadores o procedimientos?
Sí, cuando el código que gobierna tu actividad lo exige o permite. El método aporta una base común de ejecución y lectura; la validez para calificación depende del marco normativo que adoptes.
¿Qué evidencia conviene adjuntar al informe?
Identificación completa de material y producto, tipo/orientación de probeta, confirmación de la forma final de doblez y registro fotográfico de la superficie convexa. Si aplica aceptación, cita el código usado; si es informativo, deja constancia del tamaño y la ubicación de cada abertura visible.

There are no reviews yet.